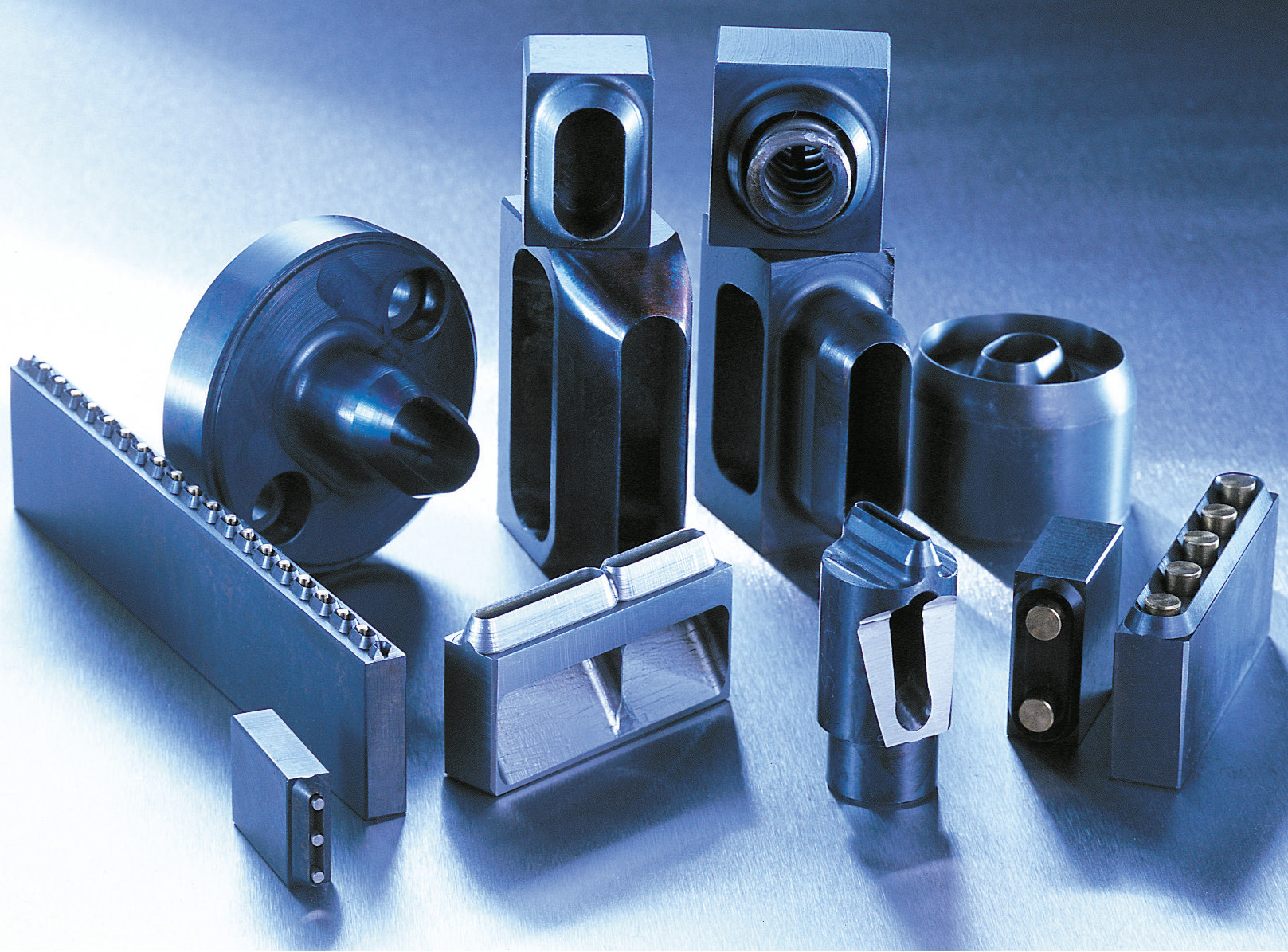
Profilstanzen
Konturenstanze
Standard- und Sonderausführungen
Alle Stanzen die nicht rund sind (Rundlochstanzen bzw. Rundlochpfeifen),
bezeichnen wir als Profilstanzen.
Diese unterteilen wir aber noch speziell in











Allgemeines zu unseren Profilstanzen:
Schneiden-Abmessungen:
Profilstanzen in gängigen Abmessungen halten wir für Sie bereit oder fertigen diese kurzfristig nach Ihren Angaben oder nach Ihrer Datei.
Die Schneiden-Toleranz beträgt +/-0,02mm.
Fußmaß:
Um Ihnen die Profilstanzen möglichst günstig anbieten zu können, setzen wir Material in erhältlichen Ausgangsmaßen
für das viereckige Fußmaß (fa x fb) ein.
Nicht selten wird aus Platzmangel im Stanzwerkzeug ein kleineres Fußmaß benötigt oder es sind größere Fußmaße
in einem bestehenden Werkzeug vorhanden.
Dann halten wir einige Sonder-Fußmaße für Sie bereit oder falls nicht am Lager, bestätigen wir Ihnen für Ihr Wunschmaß
einen kurzfristigen Liefertermin.
Das kleinste technisch machbare Fußmaß für Stanzen mit Federauswerfer ist 3mm.
Die Fußmaß-Toleranz ist je nach Ausgangsmaterial +/-0,05mm oder +0/-0,1mm.
Bei Schleifmaßen +/-0,02mm.
Höhe:
Im Bereich der Stanzen ist unsere Standard-Höhe 23,8mm.
Passend zur Arbeitshöhe der meisten Stanzmaschinen in der grafischen Industrie.
Die Höhen-Toleranz ist +0/-0,02 mm, entsprechend der Toleranzen von Standard-Schneidlinien.
Außer 23,8mm gibt es noch andere gängige Sonder-Höhen,
wie 12mm 19mm 22,56mm 22,8mm 23,56mm 24,1mm 30mm 32mm 40mm.
Jede andere Höhe ist natürlich auch denkbar.
Härte:
Genau wie die meisten Standard-Schneidlinien haben unsere Stanzen eine Standard-Härte von 52-54 HRC.
Je nach Einsatzzweck werden auch Stanzen in anderen Härten (z.B. 42-45 HRC oder 60-62 HRC) als Sonderanfertigung hergestellt.
Sonderwünsche ?
Sicherungsstift Durchmesser 2 mm (um ein Herausfallen aus dem Stanzwerkzeug zu verhindern)
Haltepunkt z.B. 0,3mm breit; 0,5mm tief (Unterbrechungen der Schneide um den Abfall im Stanzbogen zu halten)
Weitere Extras
z.B. Spiralfedern oder Gummi als Auswerfer
oder außen 5mm tief, senkrecht abgesetzt (Innenfase IF abg.)
bzw. Fase am Körper auslaufend
wichtige Fragen/Angaben für Stanzen:
- wie viele Werkzeuge werden benötigt
- welches Material wird gestanzt ?
- Dicke und Härte des Materials
- welche Ausführung / welcher Typ (siehe Typen-Übersicht) ?
- wie ist die gewünschte Arbeitshöhe (z.B. 23,8 mm; 30 mm; 40 mm Schneidlinienhöhe) ?
- wie dick ist das Holz (z.B. 15 oder 18 mm; soll die Schneide bis auf Holzstärke abgesetzt werden oder reichen 2 mm Schneidentiefe) ?
- soll die Schneide mit einer bestimmten Wandung gefertigt werden (z.B. 1 oder 1,5 oder 2 mm) ?
- wir brauchen eine Vektor-Datei: *.ai, *.eps, *.dxf oder *.pdf-Datei; schwarz/weiß - keine Grautöne; Linien - keine Pixel mit einem Kontrollmaß.
- welcher Bereich der Schneide soll mit auf den Grundkörper (Wunschgröße) ?
- werden Federauswerfer benötigt (wie viele; wo) ?
- mit Anschlußschlitzen (wo und welche Breite z.B. 0,7 oder 1 mm für Schneidlinien und/oder Rilllinien) ?
- ist ein Sicherungsstift gewünscht (gegen Herausfallen aus dem Werkzeug z.B. Ø2 mm; wo) ?
- sind Haltepunkte gewünscht (wie viele; wie breit; wie tief; wo) ?
- sonstige Besonderheiten ?
- …
Important questions/information for punching tools:
- how many tools are needed?
- what material is punched?
- thickness and hardness of the material?
- which version / which type (see type overview) ?
- what is the desired working height (e.g. 23.8 mm; 30 mm; 40 mm cutting line height)?
- how thick is the wood (e.g. 15 or 18 mm; should the cutting edge be reduced to the thickness of the wood or is a cutting depth of 2 mm sufficient)?
- should the cutting edge be manufactured with a specific wall (e.g. 1 or 1.5 or 2 mm)?
- we need a vector file: *.ai, *.eps, *.dxf or *.pdf file; black/white no gray tones;
Lines not pixels with a control dimension
- which area of the cutting edge should be on the base body (desired size)?
- are spring ejectors required (how many; where)?
- with connection slots (where and what width e.g. 0.7 or 1 mm for cutting lines and/or creasing lines)?
- is a locking pin required (to prevent it from falling out of the tool, e.g. Ø2 mm; where)?
- Are breakpoints desired (how many; how wide; how deep; where)?
- other special features?
- …
Ausführungen:
Typ 101 Profilstanzen (PS)
mit Federauswerfer (FA)
- Typ 101.1 Außen- und Innenfase (AF/IF)
- Typ 101.3 Innenfase abgesetzt (IF abges.)
- Typ 101.4 Außenfase innen zylindrisch (AF)
Typ 102 Profilstanzen (PS)
durchgehend
- Typ 102.1 Außenfase (AF)
- Typ 102.2 Außenfase hinten größer (AF hg)
- Typ 102.4 Innenfase abgesetzt (IF abges.)
- Typ 102.5 Außenfase und Innenfase (AF/IF)
Typ 103 Profilstanzen (PS) mit Sackloch (SL)
- Typ 103.1 Außenfase (AF)
- Typ 103.2 Außenfase/Innenfase (AF/IF)
- Typ 103.4 Innenfase abgesetzt (IF abg.)
Typ 104 Profilstanzen seitlich
entleerend (seitlicher Ausgang SA)
- Typ 104.1 Außenfase auslaufend (AF ausl.)
- Typ 104.2 Außenfase abgesetzt (AF abg.)
Typ 105 Profilpägestanzen (P)
- Typ 105.1 Außenfase/Innenfase (AF/IF)
- Typ 105.3 Innenfase abgesetzt (IF abg.)
Typ 106 Profilstanzen mit Druckfeder
(Spiralfeder SF)
- Typ 106.1 Außenfase (AF)
- Typ 106.2 Außenfase/Innenfase (AF/IF)
-
Typ 106.4 Innenfase abgesetzt (IF
abg.)
Typ 107 Profilstanzen mit
Gummiauswerfer (GA)
- Typ 107.1 Außenfase (AF)
- Typ 107.2 Außenfase/Innenfase (AF/IF)
- Typ 107.4 Innenfase abgesetzt (IF abg.)